
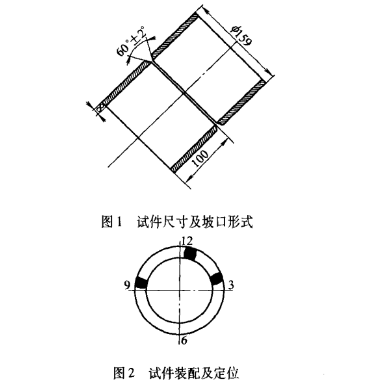
定位焊均布3处,在管子12点多一点,2点半、9点半位置采用手工钨极氩弧焊进行点焊固定,长度5-10 mm,预留间隙为2.5-3.0 mm,
45°固定管手工钨极氩弧焊的实际情况,6~3~12点焊接时通常采用左手抓焊枪焊接法,由于45°固定管的特殊位置和大多数焊工有右手抓焊枪运条比左手灵活的天性,所以焊接时很难施焊而形成夹钨、气孔、熔合不良和管道内成形不符合要求等缺陷。
焊接方法 焊条、钨极直径(mm) 焊接电流(A) 电弧电压(U) 氩气流量(L/min) 电源种类 钨极氩弧焊打底 2.5 120-130 12-14 8-15 直流正接 手工焊填充层 3.2 100-110 20-22直流反接 手工焊盖面层 3.2 100-110 24-26直流反接
由于焊件处于斜45度,焊接位置接近仰、立、平的位置,所以焊枪要不断的调整角度,并保证钨极垂直于管道轴心。

引弧时,钨极端部应距离坡口约(1-2 mm),引弧后先不要填丝,等坡口根部边缘获得一定大小明亮清晰的熔池才可送丝焊接,并要注意焊枪角度,随管子焊缝的角度位置的变化而改变。

焊丝与焊枪角度始终在100-110度为宜,焊枪与管平面的夹角为36-65度左右,还要控制电弧长度一般为2-4 mm,要注意熔池两边与母材坡口根部边缘的熔合,打底厚度以3 mm为宜,焊接过程中氩气始终不得脱离焊缝,焊丝应始终保留在保护区内。

填丝时,焊枪匀速平稳上移,动作要轻,焊丝与焊枪要有规律性的小幅度作左右锯齿横向摆动,依靠手臂和手腕上、下点进,随后撤回,如此反复动作。
在更换焊丝时,应先将收弧处打磨成斜坡,在斜坡后约10 mm处重新引弧,且形成圆滑过渡,当焊至斜坡内出现熔孔后,立即送丝再正常焊接。当焊至平焊位置时,焊枪略向后倾,此时焊接速度要稍快些,以免温度过高而使熔池下坠。

焊至定位焊斜坡处接头时,电弧停留时间略长一点,暂不要送丝,待熔池与斜坡端部完全熔化后再送丝,同时也要作横向摆动,使接头部分充分熔合,形成平整美观的接头。
收弧时,要将熔池逐步过渡到坡口边侧,切断控制开关,电弧熄灭后,应延长氩气对收弧处的保护,以免氧化出现弧坑裂纹和缩孔。直到钨极熔池区域稍微冷却后,才可停止送气,并抬起焊枪。

蓝领焊培优秀学员
前半圈焊完后,焊另半圈,焊到12点上口接头处时,可稍停填丝,待原焊缝金属熔化时,与熔池连成一体后再加填丝,焊枪再向前运动,填满弧坑后收弧。收弧时应与前半圈焊缝重叠5-10 mm,以保证接头处熔合,使反面的焊缝成型饱满,并清理焊缝,表面必须清洁光滑。
手工电弧焊焊接填充层并盖面
为了保证氩弧焊打底的质量,不被焊穿,采用多层多道进行焊接,且每道焊道厚度不超过2 mm,在5-7点仰焊部位最容易产生夹渣缺陷,所以焊接时要选择好电流。

填充层时,采用两小道并一层(即对角焊并排)。第一道焊缝从下角6点处从左往右引弧,同时选用电流100-110A左右,按反时针方向进行焊接,采用三角形小摆动挑弧法运条,运条要快,焊接时要注意熔池与下方坡口边缘要预留凹陷1.5 mm左右,便于盖面,焊至5-4点时收弧,此时电流要调小些以免焊穿。
接着往上焊,焊缝的厚度要均匀一至,挑弧的幅度要小些,焊至12点处与前收弧处连接,然后进行第一道焊缝的清理工作,再焊第二道焊缝(即上口),也是先焊前半圈后焊后半圈,在仰焊6点处沿着上口角焊接,焊接时要注意熔池与上方坡口边缘的凹陷距离1.5 mm左右,也是为了便于盖面,保证焊缝的尺寸和外形美观的熔合。

盖面焊时,以扁椭圆为佳,由于有了较好的打底焊(填充层)为基础,所以施焊时跟填充层一样,从一侧仰焊6点前引弧,施焊时要快速过度,从上口向下采用三角形小摆动运条,并且焊接时两边要稍作停顿,以免产生咬边。
运条幅度要上下均匀,宽窄一致,焊接过程中要注意焊条的角度随管焊缝的变化而改变,接头时位置要正中、要快,不能有宽窄、有凸出,而影响焊缝的外观成形,焊至12点过处熄弧。另一侧焊接时,同样要注意以上几点,焊至上口12点处时要稍微过点熄弧,熄弧时要填满弧坑。
焊好后要对焊件进行清理,去除药渣和飞溅物,焊缝表面不许有气孔、咬边、未熔合、夹渣等缺陷。
6G斜焊容易产生的问题:
(1)打底层夹钨
钨极伸出长度不能太大,操作时钨极不能与焊丝及熔池接触,以免造成夹钨
(2)打底层接头气孔
接头时尤其是6点处要保持电弧的稳定及对熔池的保护,以防止生产气孔。
(3)填充层坡口两侧未熔合
填充层焊接时坡口两侧停留时间要稍长些,以保证熔合良好,避免产生未熔合。
(4)盖面层焊缝成形
因为管子处于45°位置,要使盖面焊缝成形良好,焊接时必须使熔池表面处于水平位置。返回搜狐,查看